Select Your Country/Region
Current Region:
![]() Global (EN)
Global (EN)
 Afghanistan(EN)
Afghanistan(EN)
How can we help you?
Current Region:
![]() Global (EN)
Global (EN)
How can we help you?

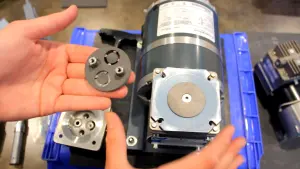
Micro Dia-Vac® B-Series Diaphragm Pump Repair Instructions
Hello, everyone. My name is Chris, and welcome to our YouTube channel. Today we’re going to be going over how to change a diaphragm on one of our Micro Dia-Vac® diaphragm pumps.
Dia-Vac® Diaphragm Pump Technology
Methods for Diaphragm Pump Selection
Dia-Vac® Diaphragm Pump Repair Instructions (R, M Series)

Gas Sample System Design Using Diaphragm Pumps

Driving innovation through 3D printing
Fenceline Monitoring